


Allen-Bradley ControlLogix Level 1 (Maintenance and Troubleshooting) with Studio/RSLogix 5000 Real world examples will be used for students to practice troubleshooting problems that occur with field devices as well as with the PLC. Students who attend this course will learn how to set up communication with the processor, go online with the project, and locate an output that will not energize such as a solenoid or relay. They will then learn how to trace the output through the program to determine the root cause of a problem, and find out why the PLC is not calling for the output to energize. During this process, students will learn about instructions in the PLC, and other troubleshooting tools that are available to minimize downtime. |
|

Allen-Bradley ControlLogix Level 2 (Communication/Advanced Instructions) with Studio/RSLogix 5000 Students who already have some experience with the ControlLogix will greatly benefit from this course. They will learn how to plan a project for ease of troubleshooting and manipulation later on. Those who attend this course will also learn how to take advantage of features such as User Defined Data Types that can greatly reduce the amount of time spent writing the project, and help the troubleshooter quickly locate problems once the project is running in the PLC. This course will also help students to avoid many common mistakes that novice programmers make. Students will also learn how to program the processor to send an email to a cell phone or pager when certain fault conditions occur. This course will also introduce the students to the PID instruction (Proportional Integral Derivative). |
|
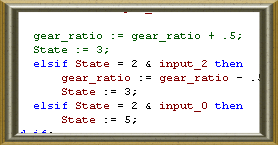
Structured Text for ControlLogix For many programmers, relay logic is cumbersome to work with, so more and more programs are being written in the Structured Text language. This language is similar in some ways to more popular programming languages such as C. This course will show your students real examples of routines that are being written in structured text, and give them time to practice writing the code. |
|
Communication Classes
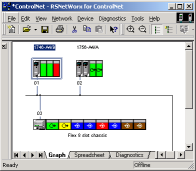
ControlNet systems can take time to troubleshoot and set up, but do provde ‘determinism’ that allows connections to be scheduled. This course is geared toward those who will be working with ControlNet systems. Students will learn how to troubleshoot real world problems that can be simulated on our trainers. This course includes network specifications and status lights for troubleshooting as well as configuring the ControlNet network (setting up scheduled connections).
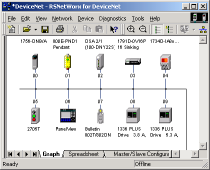
Students will learn how to configure a DeviceNet system, and trace the flow of information from field devices to memory locations in the PLC. This course can be delivered with the PLC-5, SLC-500, or ControlLogix system. This course utilizes RSNetworx for DeviceNet to configure the DeviceNet system.
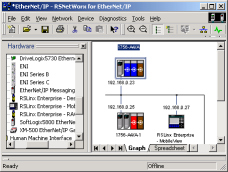
This is an excellent course for those who will be working with Ethernet systems. More systems are continuously being migrated to Ethernet for both PLC to PLC Networking, and I/O Networks. Students who attend this course will become familiar with the IP addressing Scheme, network specifications, and troubleshooting Ethernet systems. They will also learn about the DNS system, and how it can help to clarify communication with Ethernet devices when used properly.
There are many types of I/O Networks such as Devicenet, Controlnet, Ethernet, and Remote I/O. If these types of networks are being used in your plant, your students will receive a great benefit from this course. Real world examples will show these participants how to troubleshoot problems in these networks. Those who attend will also learn how to set up communication between the PLC and field devices eliminating many common erros technicians make during initial setup.
In this age of information, data needs to be shared between PLC equipment. This communication can take place over a variety of different networks such as Devicenet, Controlnet, Ethernet, or Data Highway Plus. In this course, we will look at the communication methods your plant is using to show the students how PLCs interact with each other using your own plant programs as an example. This knowledge is very useful when an interruption of data flow occurs causing downtime, or when additional data needs to be transferred between pieces of equipment.